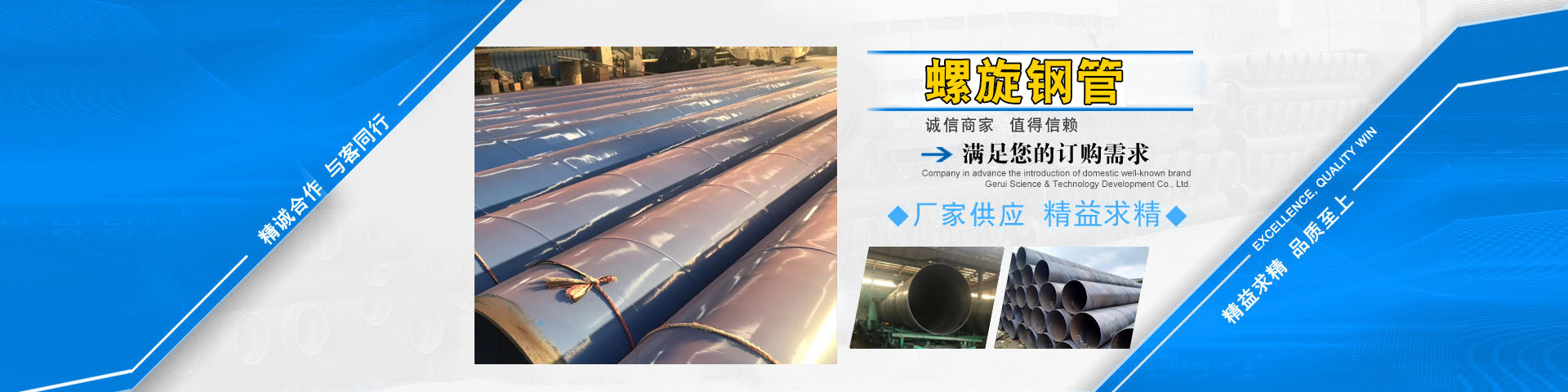
Гижнdn800ЕФДђзЎЙмЖрЩйЧЎвЛЖжИёЦыШЋ
ГижнДђзЎЙмжЊЪЖКИНгЁЃКИНгЙЄвеСїГЬШчЯТЃК МьВщЙмВФВЂЧхРэЙмЖЫЁњНєЙЬЙмВФЁњЯГЕЖЯГЯїЙмЖЫЁњМьВщЙмЖЫДэЮЛКЭМфЯЖЁњМгШШЙмВФВЂЙлВьзюаЁОэБпИпЖШЁњЙмВФШлНгВЂРфШДжСЙцЖЈЪБМфЁњШЁГіЙмВФЁЃдкКИНгЙ§ГЬжаЃЌ ВйзїШЫдБгІВЮееКИНгЙЄвеПЈИїЯюВЮЪ§НјааВйзїЃЌ ЖјЧвдкБивЊЪБЃЌ гІИљОнЬьЦјЁЂЛЗОГЮТЖШЕШБфЛЏЖдЦфНјааЪЪЕБЕїећЃК<br>ЁЁЁЁЂйКЫЖдгћКИНгЙмВФЙцИёЁЂбЙСІЕШМЖЪЧЗёе§ШЗЃЌМьВщЦфБэУцЪЧЗёгаПФЁЂХіЁ
ГижнДђзЎЙмжЊЪЖ
КИНгЁЃКИНгЙЄвеСїГЬШчЯТЃК МьВщЙмВФВЂЧхРэЙмЖЫЁњНєЙЬЙмВФЁњЯГЕЖЯГЯїЙмЖЫЁњМьВщЙмЖЫДэЮЛКЭМфЯЖЁњМгШШЙмВФВЂЙлВьзюаЁОэБпИпЖШЁњЙмВФШлНгВЂРфШДжСЙцЖЈЪБМфЁњШЁГіЙмВФЁЃдкКИНгЙ§ГЬжаЃЌ ВйзїШЫдБгІВЮееКИНгЙЄвеПЈИїЯюВЮЪ§НјааВйзїЃЌ ЖјЧвдкБивЊЪБЃЌ гІИљОнЬьЦјЁЂЛЗОГЮТЖШЕШБфЛЏЖдЦфНјааЪЪЕБЕїећЃК
ЁЁЁЁЂйКЫЖдгћКИНгЙмВФЙцИёЁЂбЙСІЕШМЖЪЧЗёе§ШЗЃЌМьВщЦфБэУцЪЧЗёгаПФЁЂХіЁЂЛЎЩЫЃЌ ШчЩЫКлЩюЖШГЌЙ§ЙмВФБкКёЕФ10% ЃЌ гІНјааОжВПЧаГ§КѓЗНПЩЪЙгУЃЛ
ЁЁЁЁЂкгУШэжНЛђВМеКОЦОЋЧхГ§СНЙмЖЫЕФгЭЮлЛђвьЮяЃЛ
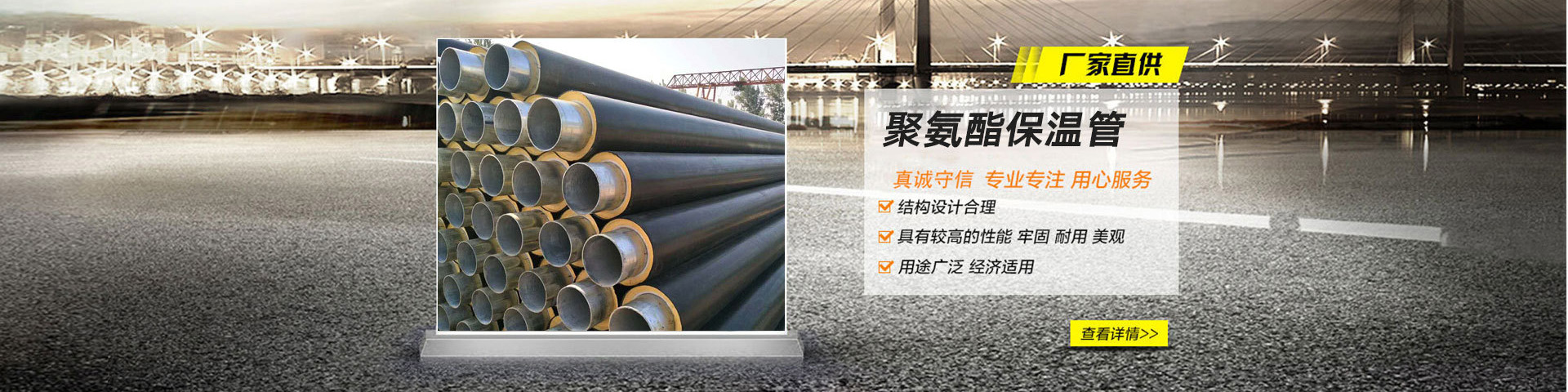
ЁЁЁЁЂлНЋгћКИНгЕФЙмВФжУгкЛњМмПЈЭпФкЃЌ ЪЙСНЖЫЩьГіЕФГЄЖШЯрЕБЃЈдкВЛгАЯьЯГЯїКЭМгШШЕФЧщПіЯТОЁПЩФмЖЬЃЌвЫБЃГж20ЁЊЁЊ30mmЃЉ ЃЌ ЙмВФЛњМмвдЭтЕФВПЗжгУжЇГХЮяЭаЦ№ЃЌ ЪЙЙмВФжсЯпгыЛњМмжааФЯпДІгкЭЌвЛИпЖШЃЌ ШЛКѓгУПЈЭпНєЙЬКУЃЛ
ЁЁЁЁЂмжУШыЯГЕЖЃЌ ЯШДђПЊЯГЕЖЕчдДПЊЙиЃЌ ШЛКѓдйКЯТЃЙмВФСНЖЫЃЌ ВЂМгвдЪЪЕБЕФбЙСІЃЌ жБЕНСНЖЫгаСЌајЕФЧааМГіЯжКѓЃЈЧааМКёЖШЮЊ0.5ЁЊЁЊ10mmЃЌ ЭЈЙ§ЕїНкЯГЕЖЦЌЕФИпЖШПЩЕїНкЧааМКёЖШЃЉ ЃЌ ГЗЕєбЙСІЃЌ ТдЕШЦЌПЬЃЌдйЭЫПЊЛюЖЏМмЃЌ ЙиБеЯГЕЖЕчдДЃЛ
ЁЁЁЁЂнШЁГіЯГЕЖЃЌ КЯТЃСНЙмЖЫЃЌ МьВщСНЖЫЖдЦыЧщПіЃЈЙмВФСНЖЫЕФДэЮЛСПВЛФмГЌЙ§БкКёЕФ10% ЃЌ ЭЈЙ§ЕїећЙмВФжБЯпЖШКЭЫЩНєПЈЭпгшвдИФЩЦЃЛ ЙмВФСНЖЫУцМфЕФМфЯЖвВВЛФмГЌЙ§0.3mmЃЈde225mmвдЯТЃЉЁЂ0.5mmЃЈde225mmЁЊЁЊ400mmЃЉЁЂ1mmЃЈde400mmвдЩЯЃЉЃЌШчВЛТњзувЊЧѓЃЌгІдкДЫЯГЯїЃЌжБЕНТњзувЊЧѓЁЃ
ЁЁЁЁЂоМгШШАхЮТЖШДяЕНЩшЖЈжЕКѓЃЌЗХШыЛњМмЃЌЪЉМгЙцЖЈЕФбЙСІЃЌжБЕНСНБпзюаЁОэБпДяЕНЙцЖЈИпЖШЪБЃЌбЙСІМѕаЁЕНЙцЖЈжЕЃЈЙмЖЫСНУцгыМгШШАхжЎМфИеКУБЃГжНгДЅЃЌНјааЮќШШЃЉЃЌЪБМфДяЕНКѓЃЌЫЩПЊЛюЖЏМмЃЌбИЫйШЁГіМгШШАхЃЌШЛКѓКЯТЃСНЙмЖЫЃЌЦфЧаЛЛЪБМфОЁСПЫѕЖЬЃЌРфШДЕНЙцЖЈЪБМфКѓЃЌаЖбЙЃЌЫЩПЊПЈЭпЃЌШЁГіСЌНгЭъГЩЕФЙмВФЁЃ
ЁЁЁЁШ§ЁЂКИНгЙЄвеВЮЪ§гыКИНгжБНггаЙиЕФВЮЪ§ЮЊЃКЮТЖШЁЂЪБМфЁЂбЙСІЁЃКИНгЙЄвеЧњЯпЭМБэЪОЮЊКИНгЙ§ГЬбЙСІгыЪБМфЕФЙиЯЕЭМЁЃ

ГижнДђзЎЙмЯжЛѕ
| Тна§КИЙм | Q345B | 1.5Дч*2.75 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 2.5Дч*2.0 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 2.5Дч*2.4 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 3Дч*2.75 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 4Дч*4.0 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 4Дч*4.25 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
ГижнДђзЎЙмаТЮХ
КёБкТна§ИжЙмЕФжЪСЯБпВПДІРэ
ЙњЭтНЯБщМАбЁгУЯГБпЛњзїжЪСЯБпВПДІжУЃЌвдБЃжЄБпВПжЪСПКЭЦѕКЯММЪѕашЧѓЕФМИаэаЮзДЁЃЯГБпЛњМлЧЎАКЙѓЃЌЕЅЛњМлЧЎдк1200ЭђУРдЊвдЩЯЃЌЧвЮЌЛЄЗбгУКЭдЫзЊБОЧЎЖМКмИпЁЃММЪѕЫљбЁгУзЈгУХйБпЛњЖджЪСЯзїЬиБ№БпВПДІжУЃЌД§жЪСЯНјШыГЩаЭЛњзщКѓЃЌдкГсЦЌГЩаЭПзОЙ§МгДѓМЗбЙСІЃЌНЋБпВПДІжУЕНЪЪвЫаЮзДЃЌБЃжЄКИНгМЗбЙСІЁЃетбљЕФзщжЏФмдкТњвтММЪѕашЧѓЕФЧАЬсЯТЃЌНЋЩшБИГізЪНЕЕЭЕНЯГБпЛњЕФ1/15ЃЌдЫзЊБОЧЎвВНіНіЯГБпЛњЕФ1/5ЁЃ
КёБкТна§ИжЙмЕФжЪСЯБпВПДІжУжЪСПЃЌЪЧЭъГЩЙмХїНмГіГЩаЭЕФЙиМќвђЫижЎвЛЁЃАДAPIБъзМЙцЖЈЃЌдкДѓаЭгЭЦјЪфЫЭЙмЕРжаЃЌЕБЭЈЙ§ИпКЎЕиДјЁЂКЃЕзЁЂГЧЪаШЫПкГэУмЧјЕШ1РрЁЂ2РрЕиЧјЪБЃЌжБЗьТёЛЁКИЙмЪЧЮЈвЛжИЖЈЪЪгУЙмаЭЁЃАДГЩаЭЗНЪНВЛЭЌгжПЩЗжЮЊЃК
UOEКИЙмЃКЕЅеХИжАхдкБпдЕдЄЭфКѓЃЌОUГЩаЭЁЂOГЩаЭЁЂФкКИЁЂЭтКИЁЂЛњаЕРфРЉОЖЕШЙЄађ;
JCOEКИЙмЃКМДАД"J-C-O-E"дЄКИЁЂГЩаЭЁЂКИНгКѓОРфРЉОЖЕШЙЄађ;
HMEКИЙмЃКгЩаОАєЙібЙЗЈАД"C-C-O"ГЩаЭЁЂКИНгКѓОРфРЉОЖЕШЙЄађЁЃ
Тна§ИжЙмзЈвЕЩњВњГЇМвЃЌЙЋЫОМсГжЁАГЯаХОгЊЃЌЦЗжЪгЊЯњЃЌСІЧѓЖргЎЁБЕФЪаГЁдЫзїРэФюЃЌе§ШЗЕФОгЊЫМТЗЃЌИјЙЋЫОДјРДСЫСМКУЕФОМУаЇвцЃЌЮЊЭјТчЛЏгЊЯњДђЯТСЫСМКУЕФЛљДЁЁЃБќГжЮёЪЕНјШЁЕФОЋЩёЃЌЮвЙЋЫОСІДДвЕФкЕквЛЦЗХЦЃЌИќЦкД§гыЙуДѓгУЛЇЙВЯэЛдЛЭЮДРДЃЁ
|